电池的倍率(C-Rate)是指电池的放电电流与额定容量的比值。计算公式为:C = I / Ah,其中C为倍率,I为放电电流(单位:安培),Ah为电池容量(单位:安时),通过这个公式我们可以计算出锂电池的倍率并评估放电性能。
一、高倍率电池市场潜力蓬勃
随着各个产业的进步,对于锂离子电池的高倍率和快速充放电功能提出了更多要求,这有力地促进了倍率电池的研发与普及。目前,高倍率电池已被广泛运用于新能源汽车、航拍无人机、农业植保无人机、应急启动电源以及电动工具等多个领域。
市场上,大容量高倍率电池主要集中在5000mAh至50Ah之间,而超过50Ah的此类产品则相对较为罕见。当前锂离子电池技术正面临两种主要发展方向:高比能路线以及高倍率且具备快速充电及放电能力的路线。然而,随着大功率应用场景的日益普及,国际高端品牌客户对电动工具电池提出了高倍率与高效能并存的新要求。例如,4.0Ah/30A高能量高倍率电池已成为日韩主要电芯制造商的标准配置。
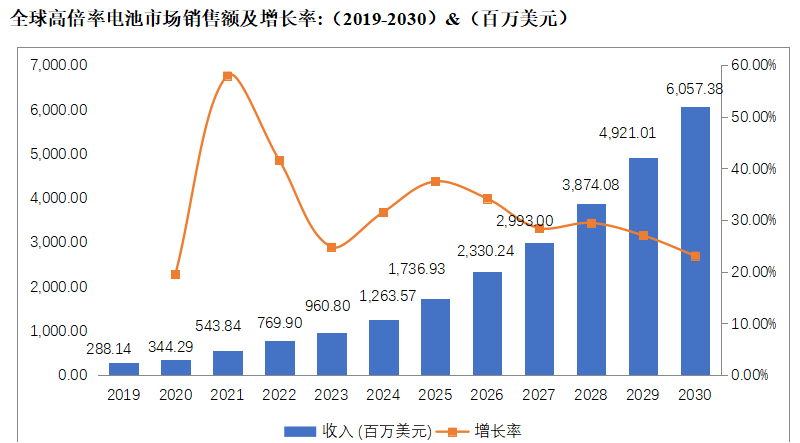
随着我国电芯制造商在高倍率电池领域与国际锂电池厂家的差距逐渐缩小,凭借性能、规模、成本等综合优势,国际电动工具巨头纷纷转向中国采购电芯,行业有望迎来重塑格局,国内领先企业有望占据更大市场份额。 得益于锂电池行业的良好发展前景,产业资本对该领域的投资持续加大。高倍率电池市场亦然,随着下游电动工具和汽车等领域的蓬勃发展,市场参与者数量逐渐增多,部分现有厂商大规模扩产,市场竞争日趋白热化。
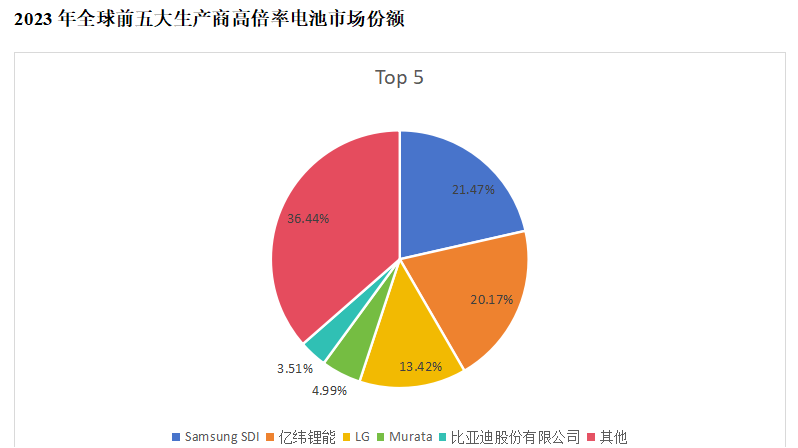
全球领先的高倍率电池制造商包括Samsung SDI、亿纬锂能、LG、Murata等,其中2023年前五大厂商占据了63.56%的市场份额。然而,预计未来几年行业竞争将愈发激烈,特别是在中国市场。
全球主要厂商有:
Samsung SDI
亿纬锂能
LG
Murata
比亚迪股份有限公司
新能源科技
格瑞普
天鹏
鹏辉
海四达
长虹新能源
耐倍特电源

二、高倍率磷酸铁锂电池开发思路
现有的磷酸铁锂电池在高倍率充放电性能方面存在一定的局限性。在高倍率充放电条件下,电池的容量保持率和循环稳定性往往会显著下降,这主要是由于电极材料的导电性不足、电解液的浸润性差以及电池结构的稳定性不足等因素造成的。
影响锂离子电池高倍率充放性能的因素很多,包括电池设计、电极组装、电极材料的结构、尺寸、电极表面电阻以及电解质的传导能力和稳定性等。
1、材料结构
球形片层结或类似结构的倍率性能优于二维片层结构材料。
2、材料尺寸
锂离子电池电极材料的尺寸直接关系着锂离子在其中扩散路径的长短,对电极高倍率性能产生很大的影响。当电极材料尺寸较小时,比表面积一般较大,一方面,可以使电极的电流密度降低,减少电极的极化
作用;另一方面可以提供更多的锂离子迁移通道,缩短迁移路径,降低扩散阻抗,从而提高电极的高倍率性能。
3、电极表面电阻
锂离子在嵌入负极的过程中,首先要扩散到固体电
解质相界面膜 (SEI 膜)与负极材料的界面处,因此电极表面电阻相当于锂离子扩散过程中的一道门槛,影响着锂离子的嵌入和脱出,尤其在高倍率充放电时更加明显。电极内阻随锂离子电池充放电过程的进行不断发生变化,尤其放电时内阻增加较多,并认为内阻的增加主要来源于负极,而负极电阻的增加又是由于 SEI 膜的变厚引起的。
4、电解质的影响因素
在充放电过程中,电池内阻的大小不仅决定着电池过电位的大小,还影响整个电池温度的升高。对于锂离子电池而言,当温度升高到一定程度,不仅会使电解质发生分解,还会破坏电极表面 SEI膜的结构,影响密闭锂离子电池的循环和安全性能。
5、传导能力
目前锂离子电池所用有机电解质
6、稳定性
锂离子电池在充放电过程中,电解质在电极表面的化学稳定性以及本身的热稳定性对其循环性能和安全性能产生重大影响。
化学稳定性:电解质的化学稳定性在正极上表现得比较突出,因为部分电解质会在正极表面被氧化分解。
热稳定性:电解质的热稳定性对锂离子电池的安全和循环性能影响比较大,因为电解质热分解时产生很多气体,一方面对其安全构成隐患,另一方面有些气体对负极表面的 SEI 膜产生破坏作用,影响其循环性能。
为了解决这些问题,我们进行了大量的研究工作,包括开发新型电极材料、改进电池结构设计、优化电解液配方以及采用先进的电池制造工艺。其中,提高电极材料的导电性是提升高倍率充放电性能的关键。做法是添加导电剂,如碳纳米管、石墨烯等,但这些材料往往存在分散性差、与电极活性物质结合不充分等问题。使用我司开发的新型
HNBR分散剂,经过广泛测试和使用,能显著提升高电压下的倍率特性,欢迎索样试用测试。此外,电池的制备工艺也对最终产品的性能有着决定性的影响。电池的卷绕、焊接、封装等工艺步骤都需要精确控制,以确保电池结构的稳定性和电化学性能的一致性。然而,现有的制备工艺在实现高倍率充放电性能方面仍有待优化。

通过选取粒径D50为1~3μm、比表面积为12~14 .5m 2 /g的磷酸铁锂原料来提高磷酸铁锂启动电池的倍率,由于磷酸铁锂原料的吸湿性很强,并且磷酸铁锂原料的比表面积越大,吸湿性越强,并且由于极片长度很长,从而导致在极片涂布过程中,由于磷酸铁锂原料的吸湿性导致涂布的一致性并不好;为了降低磷酸铁锂原料的吸湿性,通常需要选取比表面积越小的磷酸铁锂原料,但磷酸铁锂原料比表面积越小,通常其倍率更低,通过选取粒径D50为1~3μm、比表面积为12~14 .5m 2 /g 的磷酸铁锂原料,可以减少磷酸铁锂原料的吸湿性,并能够提高磷酸铁锂启动电池的倍率; 同时还选取了D50为8~11μm、比表面积为1~2m 2 /g的人造石墨作为负极材料,来提高电池的容量和倍率,并通过改善涂布工艺,使正极涂布单面密度为10 .2~10 .8mg/cm 2,负 极涂布单面密度为4.4~5mg/cm 2,来提高电池的容量和倍率。

使用特定的改性导电剂,增强了电极材料的导电性,从而提升了电池在高倍率充放电条件下的性能和电池在高温条件下的循环稳定性,延长电池的使用寿命。通过优化正负极浆料的配方和制备工艺,提高了电极材料的克比容量和压实密度,从而增加了电池的能量密度。选用适合高倍率充放电的电解液配方,并在注液后进行充分的烘烤,确保电解液在电池中的均匀浸润,提高电池的电化学性能。
优化低温电解液的组成和用量,低温电导率高,在低温下更有利于锂离子的迁移,有利于改善电池的低温充放电性能。
采用双面陶瓷隔膜,陶瓷层能够改善聚乙烯层隔膜基材的浸润性和热稳定性,并可作为锂离子电池的高安全隔膜,提高锂离子传导速率。
负极耳采用导电性更好、散热性好以及电流过载也更大的铜镍复合带,并采用双极耳结构,能够降低电池内阻以及增大通过电流。
圆柱形磷酸铁锂启动电池能够实现高容量和高倍率,容量能达到 1500mAh,且支持15C--30C放电,放电速度快,同时具有高温性能好、循环寿命长、安全性好等优点。
三、高倍率磷酸铁锂启动电池开发实例
磷酸铁锂启动电池,包括正极、隔膜、负极和电解液。
正极浆料包括以下质量分数的溶质:磷酸铁锂95 .2%、导电碳黑1%、碳纳米管 1%、聚偏氟乙烯2.8%,还包括溶剂N-甲基吡咯烷酮,N-甲基吡咯烷酮的加入量等于磷酸铁锂、导电剂、碳纳米管和聚偏氟乙烯总质量。
其中,磷酸铁锂选用粒径D50为2μm,比表面积为13m 2 /g的磷酸铁锂。
正极集流体为涂碳铝箔,涂碳铝箔的厚度为16μm,其中,铝箔的厚度为15μm,铝箔两面涂覆碳的厚度均为0.5μm。
正极耳采用厚度为0.1mm、宽度为5mm的铝带。
正极第一侧面和第二侧面的涂布密度均为10.5mg/cm 2 ;
负极浆料包括以下质量分数的溶质:人造石墨93 .9%、导电剂3%、增稠剂CMC 3 .2%、粘结剂SBR 1 .5%,还包括溶剂去离子水,去离子水的加入量等于人造石墨、导电剂、 增稠剂CMC和粘结剂SBR总质量。
其中,人造石墨的D50为10μm,比表面积为1 .5m 2 /g。
负极集流体为铜箔,铜箔的厚度为10μm。
负极耳采用双铜镍复合带,其中,前铜镍复合带的宽度为4mm,后铜镍复合带的宽度为4mm。
负极第一侧面和第二侧面的涂布密度均为4.7mg/cm 2 ;
隔膜采用双面陶瓷隔膜,其中,基膜为聚乙烯/聚丙烯,基膜的两面均涂覆氧化铝陶瓷,基膜的厚度为12μm,氧化铝陶瓷的厚度均为2μm,隔膜的孔隙率在45%。
电解液包括溶剂、锂盐和添加剂,溶剂包括碳酸二甲酯、碳酸甲基乙基酯和碳酸乙 烯酯中的一种或多种,添加剂包括碳酸亚乙烯酯、丙磺酸内酯、氟代碳酸乙烯酯、二氟草酸 硼酸锂和二氟磷酸锂中的一种或多种。
碳酸二甲酯、碳酸甲基乙基酯和碳酸乙烯酯之间的质量比为6:1:3;锂盐为六氟磷 酸锂,电解液中的六氟磷酸锂的浓度为1 .35mol/L;碳酸亚乙烯酯、丙磺酸内酯、氟代碳酸乙 烯酯、二氟草酸硼酸锂和二氟磷酸锂在电解液中的质量分数分别为2%、2%、2%、0 .5%和 0.5%。
其决定关键作用的还是材料,最主要的是活性材料,然后才是配套的电解液,隔膜。而根据现在市场上的主流搭配,负极多以石墨为主,命名一般根据正极材料来,故而我们抛开负极材料的影响,说说正极材料。而正极材料,最主流的莫过于磷酸铁锂正极材料和镍钴锰(or 铝)酸锂三元材料。后者的倍率性能优于前者,更深层次的就是材料的结构,便于离子的脱嵌和插嵌。而倍率性能的本质是,离子能够快速的从主材脱嵌并经过电解液,隔膜插入到另一端的主材中,这样就需要材料有一个稳定的且便于离子脱插嵌的结构。当然,也可对材料进行改性,提高材料的倍率性能,比如对LFP材料进行改性,10C做到150C以上不是太大的难事,但万事万物都是此消彼长的,倍率性能提升了,循环寿命,电性能就下降了。而很完美的可商业化的并且符合现阶段大众要求(倍率性能,高能量密度,长寿命…)的材料,尚需研发突破。
四、高倍率磷酸铁锂启动电池测试方法
(一) 倍率测试

(1) 测试仪器:高精度电池测试系统、电压内阻测试仪;
(2) 测试方法:
a、1C恒流充电至3.65V,转3.65V恒压充电至电流0.01C截止。
b、常温搁置10min。
c、分别用1C/5C/8C/10C/15C恒流放电到下限截止电压2.0V。
(3)判断标准:1C/5C/8C/10C/15C放电效率≥100%/≥98%/≥95%/≥90%
(二) 高温荷电保持测试
(1) 测试仪器:高温试验箱、精捷能测试系统、电压内阻测试仪;
(2) 测试方法:
a .以0.5C恒流充电至3.65V,转3.65V恒压充电至电流0.01C截止;
b.搁置10min;
c.以0.5C恒流放电至2.0V;
d .搁置10min;
e .以0.5C恒流充电至3.65V,转3.65V恒压充电至电流0.01C截止;
f .搁置10min;
g .记录内阻,电压及电池容量;
h.60℃搁置7天;
i. 高温60度搁置7天后测量内阻,电压;
j.以0.5C恒流放电至下限电压到2.0V;
k.搁置10min;
l.以0.5C恒流充电至3.65V,转3.65V恒压充电至电流0.01C截止;
m .循环4次;
n .记录每次放电容量第一次放电容量/搁置前容量计算为容量保持,后三次容量 平均值/搁置前容量为容量恢复率。
(4)判定标准:容量保持率≥85%;容量恢复率≥90%;
(三) 高温放电测试
(1) 测试仪器:电压内阻测试仪,精捷能测试系统,温变箱;
(2) 测试方法:
a、25℃下0.2C恒流充电至3.65V,转3.65V恒压充电至0.01C截止,搁置10min; b、25℃下0.5C恒流放电至2.0V,搁置10min; [0182]
c、按a步骤给电芯充满电,并在55℃搁置5h;
d、在55℃环境下以1C恒流放电至2.0V。
(3)判定标准:55℃放电效率≥0.5C初始容量*90%
(四)25℃循环测试:

(1) 测试仪器:精捷能电池测试系统,电压内阻测试仪;
(2) 测试方法:
a、0.5C恒流放电至2.0V,搁置10min
b、0.5C恒流充电至3.65V,转3.65V恒压充电至电流0.01C截止,搁置10min;
c、1C恒流放电至2.0V,搁置10min;
d、工步b~工步c循环500次。
(3)判定标准:循环500次容量保持率≥80%
(五)脉冲放电循环测试
(1)测试仪器:精捷能电池测试系统,电压内阻测试仪;
(2)测试方法:
a、0.5C恒流放电至2.0V,搁置10min
b、2C恒流充电至3.65V,转3.65V恒压充电至电流0.01C截止,搁置10min;
c、15C恒流放电30S,搁置1h;
d、工步b~工步c循环。
